



Рубрики
Ремонт головки блока цилиндров — профессионально и доступно. Часть 1
В последнее время мы неоднократно получаем обращения с просьбой подробнее рассказать о ремонте седел клапанов и о ручном инструменте для обработки седел клапанов головок блока цилиндров фирмы Neway. То ли это новое развивающееся поколение сервисменов стучится в ворота, то ли не на шутку разразившийся кризис велит подвязать пояса, а может, то и другое?
Как известно, новое – всего лишь хорошо забытое старое, и мы с удовольствием беремся в очередной раз напомнить о весьма эффективном инструменте, способном решить проблему ремонта седел и клапанов ГБЦ даже в самых неблагоприятных условиях без существенных затрат и с высоким качеством.
|
Технико-экономические показатели двигателя (мощность, крутящий момент, расход топлива и др.) в первую очередь зависят от совершенства протекания рабочих процессов в камере сгорания. Детали двигателя, ограничивающие камеру сгорания – втулка, седло, клапан — испытывают максимальные механические и термодинамические нагрузки, обусловливающие их повышенный износ. Наиболее распространенными дефектами головок блока цилиндров двигателей по статистике являются: 1 — износ втулок клапанов (до 69% отечественных и до 75% зарубежных ДВС); 2 — износ клапанных седел (до 64% отечественных и до 83% зарубежных ДВС); 3 — износ фасок и стеблей клапанов; 4 — потеря упругости клапанных пружин; 5 — трещины перемычек между отверстиями под распылители форсунок и седлами клапанов; 6 — негерметичность стаканов форсунок и заглушек. Вышеперечисленные дефекты устранимы заменой деталей либо ремонтом при условии наличия специального оборудования и инструмента. Особое место среди него занимает оборудование для ремонта седел клапанов, без которого обойтись просто невозможно. Назначение такого оборудования – восстановление требуемой геометрии и герметичности сопряжения седло – клапан, нарушенных вследствие воздействия конструктивных и эксплуатационных факторов. Ремонт седел обязателен, потому что измененная при эксплуатации форма контактирующих поверхностей клапана и седла, наличие микрощелей в сопряжениях ухудшают условия работы сопряженных деталей. В результате увеличивается интенсивность износа, наблюдается разрушение рабочих фасок, прогары тарелок клапанов, трещины седел, наличие на фасках смолистых отложений и продуктов неполного сгорания топлива. Такие дефекты вызывают усиленный прорыв газов, снижают степень сжатия, уменьшается мощность двигателя, увеличивается расход топлива и масла, затрудняется запуск, ухудшаются экологические характеристики двигателя. Сегодня российский рынок наполнен так называемыми «головочными» станками зарубежного производства. Их поставщики ведут споры о преимуществах и недостатках моделей, что скорее напоминает выяснение личностных отношений и только все больше запутывает. Поэтому предлагаем уйти от сложных моделей, построенных методом анализа конечных элементов, а повторить простые и неоспоримые истины. Итак, цель ремонта клапанных седел – обспечить правильную геометрию сопряжений «клапан-седло» и их герметичность, определяемые в свою очередь преимущественно вакуумметрическим давлением и «биением» фаски клапана и седла.
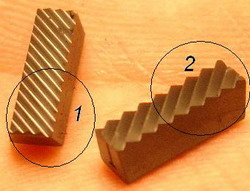
Для достижения цели требуется обеспечить следующие условия: 1 – соосность седла и втулки; 2 – соответствие углов фасок седла и клапана; 3 – качество поверхностей сопрягаемых фасок (отсутствие дробления, задиров и др.). Все оборудование для восстановления фаски седла в качестве установочной базы использует внутреннюю поверхность втулки (базирование по пилоту во втулке), поэтому, для соблюдения условия 1, ремонт седел начинают с дефектации втулки, ее замены при необходимости или восстановления. Только при наличии базы с правильной геометрией можно говорить о качественном ремонте (что касается, собственно, любого оборудования). Степень обеспечения условий 2 и 3 характеризуется непосредственно технологичностью самого оборудования. В связи с тем, что станочное оборудование, как правило, влечет значительные капиталовложения, наибольшую популярность среди ремонтников получил специальный ручной инструмент, явно выигрывающий по себестоимости работ и сроках окупаемости. Фрезерование седел с использованием ручных инструментов шарошей применяется с начала ХХ века. Шарошки – это набор фрез, каждая из которых предназначена для обработки фаски с заданным углом и выпускается для конкретной модели двигателя. Шароша жестко фиксируется на направляющем стержне, который затем вставляется и вращается в направляющей втулке клапана с зазором.
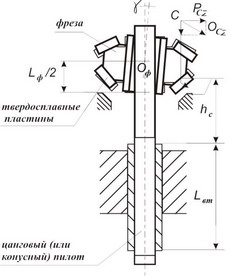
Привод фрезы обеспечивается воротком. К единственному преимуществу использования шарошей можно отнести лишь копеечную стоимость. А вот недостатки можно перечислять и перечислять: — невысокая точность фрезерования фасок, т.к. в кинематической схеме используется вращающийся направляющий стержень который может совершать угловые перемещения в пределах зазора со втулкой; — высокая вероятность появления эффекта «дробления» на обрабатываемой поверхности из-за равномерного расположения режущих пластин; — низкая производительность в результате использования большого количества зубьев на фрезе (реализация малых контактных нагрузок режущей пластины на обрабатываемую деталь); — необходимость перезаточки лезвий арошей после обработки 5….10 головок блока на специальном оборудовании; — невозможность применения комплекта шарошей для других моделей двигателей в связи с фиксированным диаметром шарошек; — невысокая точность изготовления комплекта шарошек. Мотористы со стажем не понаслышке знакомы с ручным профессиональным инструментом Neway (США), который явился для многих первой ступенью в освоении технологии ремонта седел клапанов головок блока цилииндров. Залуженный авторитет и уважение интрумента Neway обуссловлено его высокой технологичностью. Технологичность исполнения инструмента Neway позволяет обеспечит выполнение всех трех основных условий ремонта клапанных седел, при этом, он начисто лишен недостатков, присущих шарошкам. Итак, NEWAY. Основной комплект инструмента Neway включает: — направляющий пилот легкоконусный (набор пилотов 3 – 4 шт. на один типоразмер) или с цанговым зажимом (более универсальный вариант); — фрезу с твердосплавными сменными ножами; — ключ для вращения фрезы. Neway имеет схему базирования по жестко фиксируемому пилоту во втулке. Резание осуществляется вращающейся на пилоте фрезой. Зазор в сопряжении пилот – фреза составляет 0,003…0,005 мм. Это ограничивает угловые перемещения фрезы относительно оси (угол γ на рисунке).
Точность обработки седел с помощью Neway – биение фаски до 0,03 мм. Как и при использовании любого ручного инструмента, результат ремонта зависит от навыков мастера. Контроль точности обработки осуществляется с помощью приспособления Neway для проверки биения фаски седла. Ножи на фрезах сделаны из сверхтвердого материала (карбида вольфрама, 85 HRC), сохраняющего режущие свойства на две и более тысячи седел без промежуточной заточки. Имеются фрезы с расположением ножей под углами 15°, 20°, 30°, 45°, 60°, 70°, 75°, 80°. Для регулирования диаметра обработки, ножи могут перемещаться в своих пазах с дальнейшей фиксацией с помощью специальных зажимов. Например, фреза № 230 предназначена для обработки седел диаметром от 28 до 38 мм (ВАЗ, Москвич, малолитражные иномарки), то есть, каждый из ножей имеет диапазон настройки вылета +5мм. Универсальность применения фрез для различных моделей двигателей – одно из достоинств инструмента Neway. Большая гамма фрез, выпускаемая фирмой Neway, – это возможность обработки седел от мотоциклетных моторов до двигателей тяжелых грузовиков. В соответствии с технологией ремонта седла и клапана необходимо обеспечить так называемый интерференционный угол (различия углов рабочей фаски клапана и седла на 0,5…1о). При работе ручным инструментом большое влияние имеет человеческий фактор, вызывающий дополнительные погрешности обработки. После обработки седла фрезами Neway образуется микрорельеф рабочей поверхности фаски седла для устранения подобных погрешностей, после первых 10-15 минут работы двигателя, клапан самостоятельно «прихлопывается» к седлу (находит свое место), что обеспечивает его более плотную посадку и идеальную герметичность. В конструкции фрез Neway заложено отклонение угла на 0,5 о, а геометрия режущей кромки типа «гребенка» создает микрорельеф рабочей поверхности. Инструмент Neway для обработки седел можно подобрать в комплекте, либо сформировать для определенного типа машин. После приобретения первого комплекта Neway через некоторое время мотористы расширяют сферу деятельности за счет покупки дополнительных фрез других типоразмеров. Сделать шаг от шарошей к профессиональному инструменту, от любительского уровня к профессионализму – просто, выгодно и необходимо. Главное подтверждение этому – динамика бизнеса наших партнеров, большинство из которых начинали отрабатывать технологию ремонта ГБЦ именно с инструментом Neway, а по истечении времени имели потребность в более производительном специальном станочном оборудовании. За более чем десятилетний период работы в России, инструментом Neway отремонтированы тысячи головок легковых, грузовых и мотоциклетных двигателей. За это время ручные фрезы Neway успели не только стать популярными, но и любимыми. Трудно найти моториста, который не слышал или не работал инструментом Neway. Фрезами Neway работают и в специализированных дилерских центрах и автомастерских. Американская компания Neway начала производить инструмент для ремонта деталей двигателей в далеком 1952 году. Актуальность выбранного направления и в наше время неоспорима. В активах фирмы целый комплекс простого, но вместе с тем эффективного и надежного инструмента. В номенклатуре выпускаемой продукции имеется приспособление Gizmatic для обработки клапанов, инструмент для ремонта втулок, приспособление для проверки биения фаски клапана. Инструмент фирмы «NEWAY» официально рекомендован для применения производителями автомобилей США, Европы, Японии: GMC, FORD, MERCEDES, VW, AUDI, BMW, OPEL, VOLVO, ROVER, SAAB, SCANIA, MAN, PORSCHE, FIAT, PEUGEOT, RENAULT, CITROЁN, HONDA, MAZDA, TOYOTA, MITSUBISHI, MAN. |
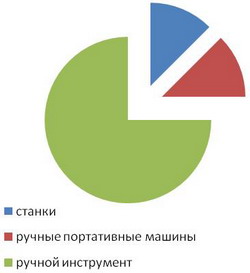
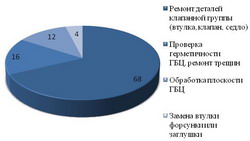 Ремонт деталей клапанной группы составляет 68% всех работ по ремонту головки блока Ремонт деталей клапанной группы составляет 68% всех работ по ремонту головки блока
Оборудование для ремонта седел головок блока на выставках всегда вызывает повышенный интерес посетителей
Фрезы Neway: слева с двухсторонняя с углами фасок 30о и 45 о, в середине – двухстороння с углами фасок 15 о и 60о, справа – односторонняя с угломфаски 60 о Специальный привод Neway для вращения фрезы
|
|
| Мы предлагаем Вашему вниманию фоторяд, иллюстрирующий ремонт головки блока Audi AAR с помощью инструмента Neway. | ||
 1 Внешний вид головки блока Audi AAR 1 Внешний вид головки блока Audi AAR |
 2 Втулки в ГБЦ изношены и требуют замены или, при отсутствии запчастей, восстановления 2 Втулки в ГБЦ изношены и требуют замены или, при отсутствии запчастей, восстановления |
 3 После замены втулок, их очистки устанавливаем пилот d = 8 мм во втулку обрабатываемого седла 3 После замены втулок, их очистки устанавливаем пилот d = 8 мм во втулку обрабатываемого седла |

4 Смазывание ножей фрезы. Для обработки нижней фаски впускного седла используем фрезу № 213, угол 60 |

5 Устанавливаем фрезу на пилот |

6 Надеваем ключ, и инструмент готов к обработке нижней фаски седла |
 7 Очистка седла от стружки после обработки 7 Очистка седла от стружки после обработки |
 8 Переходим к обработке верхней фаски седла. Применяется фреза № 626, угол 30 8 Переходим к обработке верхней фаски седла. Применяется фреза № 626, угол 30 |
 9 Далее производится обработка рабочей фаски седла. Фреза № 626, угол 45 9 Далее производится обработка рабочей фаски седла. Фреза № 626, угол 45 |
 10 Вид обработанного впускного седла клапана 10 Вид обработанного впускного седла клапана |
 11 Измерение биения фаски седла 11 Измерение биения фаски седла |
 12 Переходим к обработке выпуского седла. Очистка втулки всегда необходима перед началом обработки 12 Переходим к обработке выпуского седла. Очистка втулки всегда необходима перед началом обработки |
 13 Установка цангового пилота во втулку выпуска 13 Установка цангового пилота во втулку выпуска |
 14 После обработки седла всегда требуется очистка ножей. Для выпускного седла используются фрезы № 273 и 230 14 После обработки седла всегда требуется очистка ножей. Для выпускного седла используются фрезы № 273 и 230 |
 15 Выпускное седло с обработанными верхней и нижней фасками 15 Выпускное седло с обработанными верхней и нижней фасками |
 16 Измерение биения седла — контрольная операция после окончания обработки 16 Измерение биения седла — контрольная операция после окончания обработки |
 17 Переходим к восстановлению клапанов. Приспособление Gizmatic для обработки клапанов 17 Переходим к восстановлению клапанов. Приспособление Gizmatic для обработки клапанов |
 18 Смазывание ножей приспособления Gizmatic 18 Смазывание ножей приспособления Gizmatic |
 19 Обработка фаски клапана 19 Обработка фаски клапана |
 20 Результат восстановления впускного клапана 20 Результат восстановления впускного клапана |
 21 Результат восстановления выпускного клапана 21 Результат восстановления выпускного клапана |
 22 Клапаны до и после обработки с помощью приспособления Gizmatic 22 Клапаны до и после обработки с помощью приспособления Gizmatic |
 23 Измерение биения фаски клапана после обработки 23 Измерение биения фаски клапана после обработки |

24 Первое прихлопывание клапана к седлу после восстановления |

25 Тонкая линия контакта по фаске — результат интерференции углов инструмента Neway |
 26 Контрольно-финишная операция притирки длится не более 3 -5 сек. Осуществляется без нажима и только по требованию заказчика 26 Контрольно-финишная операция притирки длится не более 3 -5 сек. Осуществляется без нажима и только по требованию заказчика |
 27 Для притирки используется водорастворимая притирочная паста 27 Для притирки используется водорастворимая притирочная паста |
 28 След пятна контакта фаски на клапане и седле после притирки 28 След пятна контакта фаски на клапане и седле после притирки |
 29 Проверка герметичности восстановленного сопряжения «седло — клапан» 29 Проверка герметичности восстановленного сопряжения «седло — клапан» |
 30 Ремонт закончен. Профессиональный подход и высокое качество обеспечены комплектом инструмента Neway 30 Ремонт закончен. Профессиональный подход и высокое качество обеспечены комплектом инструмента Neway |
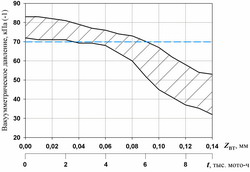 Вакуумметрическое давление (степень герметичности) во впускных сопряжениях клапан-седло двигателя Д-245 в зависимости от смещения оси направляющей втулки Zвт и по наработке t
Вакуумметрическое давление (степень герметичности) во впускных сопряжениях клапан-седло двигателя Д-245 в зависимости от смещения оси направляющей втулки Zвт и по наработке t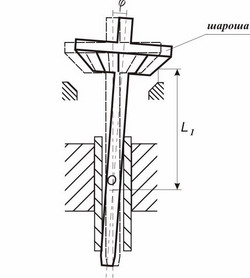









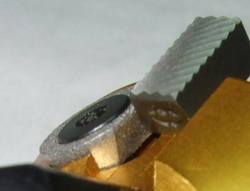

 Зацепление фрезы и вращающего ключа Neway по шестигранной поверхности обеспечивает легкую и точную установку. Втулка фрезы может быть перепрессована, если поверхность отверстия повреждена или сильно изношена.
Зацепление фрезы и вращающего ключа Neway по шестигранной поверхности обеспечивает легкую и точную установку. Втулка фрезы может быть перепрессована, если поверхность отверстия повреждена или сильно изношена. Технологически обеспеченный люфт ключа вращения, предохраняет от перекоса оси обработки относительно оси втулки при перехватывании
Технологически обеспеченный люфт ключа вращения, предохраняет от перекоса оси обработки относительно оси втулки при перехватывании
Новости
21.03.24 Подробнее
28.07.23 Подробнее